
経営戦略における品質管理は、単なる製品の検査(不適合品の除去)ではなく、顧客満足度の向上と競争優位の構築を実現するための経営基盤(TQM:総合的品質管理)として位置づけられています。
効果的な品質管理を経営戦略に組み込むためには、統計的な手法(QC手法)と、組織的なマネジメント手法(品質マネジメントシステム)の両輪が必要です。
経営戦略としての品質管理 (TQM)
品質管理を経営戦略の根幹に据える概念をTQM(Total Quality Management:総合的品質管理)と呼びます。
- 目的: 顧客要求を満たす品質の提供、コスト最小化、企業体質の改善。
- 戦略的意義: 高品質な製品・サービスは信頼を築き、ブランド力を強化し、他社との差別化(競争優位)をもたらす。
- 重要性: Plan(計画)段階で明確な定量目標を設定し、PDCAサイクルを組織全体で回すことが成否を分ける。
品質管理の技法(QC手法)
品質の現状把握、問題の原因分析、改善活動に用いる具体的なツール群です。
QC7つ道具(数値データ分析)
製造工程や定量的データの整理・分析に用いられる7つの手法。
- パレート図: 不良の原因項目を優先順位順に並べ、重点的に解決すべき問題を見つける。
- 特性要因図: 問題(特性)と原因(要因)の関連を構造化し、真因を特定する(フィッシュボーン・チャート)。
- グラフ: データを視覚化し、傾向や変化を把握する。
- ヒストグラム: データのばらつき具合を分布図で表す。
- 散布図: 2つの変数の関係性(相関)を分析する。
- 管理図: 工程が安定した状態にあるか、異常値がないかを時系列で管理する。
- チェックシート: データ採取の漏れを防ぎ、現状を記録する。
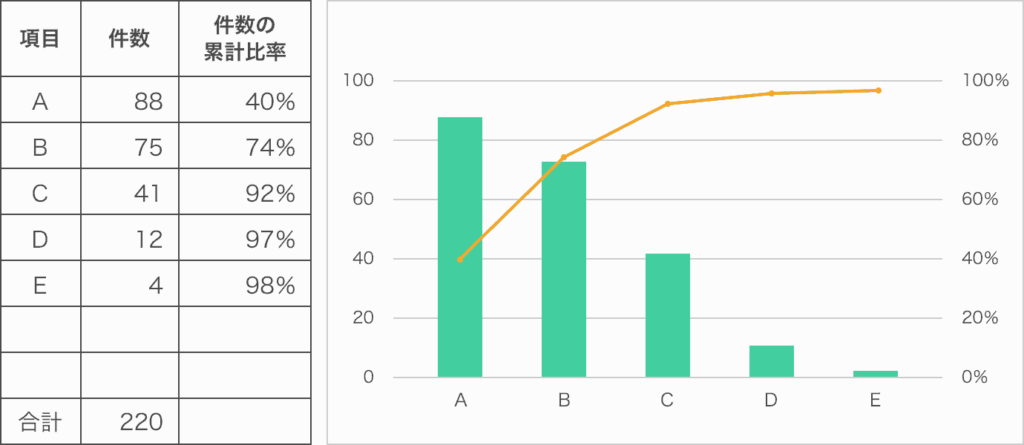
パレート図
パレート図は、項目ごとの数値(不良件数、売上など)を大きい順に並べた棒グラフと、その累積構成比を示す折れ線グラフを組み合わせた「QC七つ道具」のグラフです。全体に大きな影響を与えている「重要少数」の要因(約2割の要素で全体の8割をカバー)を可視化し、優先的に対策すべき項目を一目で特定できます。
画像参照:https://backlog.com/ja/blog/how-to-create-the-pareto-chart-and-view-in-excel/
概要と特徴
- 構造: 棒グラフ(降順)+折れ線グラフ(累積比率)
- 目的: 問題の特定、優先順位付け、改善効果の確認
- 活用シーン: 不良・クレーム原因分析、売上分析(ABC分析)、業務改善
- 原則: 「80:20の法則(パレートの法則)」に基づき、上位の少数項目が問題の大部分を占めることを示す
分析のポイント
- 「その他」は最後に: 小さい項目はまとめて「その他」として最右翼に置く。
- 傾きに注目: 折れ線グラフが急激に上昇する部分は、影響度が大きい要因。
- 限界線: 累積80%のラインを基準に対策項目を絞り込む。
QC7つ道具の1つとして、製造業だけでなく幅広いビジネス改善に役立つ分析手法です。
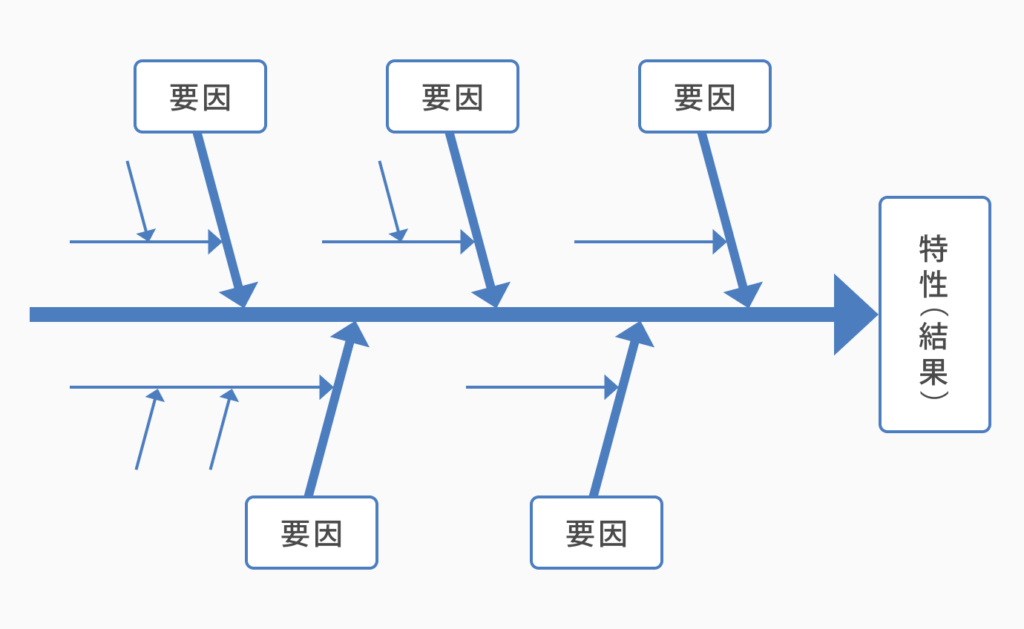
特性要因図
特性要因図(フィッシュボーン図)は、特定の「結果(特性)」と、それに影響を与える「原因(要因)」の因果関係を魚の骨のような図で整理するフレームワークです。問題の真因を特定し、構造を可視化するために製造業の品質管理(QC7つ道具)をはじめ、幅広い業種で活用されます。
画像参照:https://cacoo.com/ja/blog/what-is-fishbone-chart/
ポイント
- 別名: フィッシュボーン図(魚の骨の形に似ているため)
- 用途: 問題の分析、真因の特定、改善策の検討
- 構成要素:
- 特性(結果): 右端の頭(例:不良品が多い)
- 大骨(大きな要因): 4M(人、機械、材料、方法)などが一般的
- 中骨・小骨(具体的な原因): さらに細分化した原因
作成の4ステップ
- 特性を決める: 右端に「解決したい問題」を記入
- 大骨(要因)を記述: 人、機械、材料、方法などの要素を背骨につなぐ
- 要因を深掘り: なぜその要因が起きたか(なぜなぜ分析)を中骨、小骨として記述
- 真因の特定: 重要だと思われる要因を赤丸で囲み、対策の優先順位を決める
製造業だけでなく、サービスの品質向上やトラブル対応、業務効率化など、原因が複雑に絡み合う問題の整理に非常に有効な手法です。
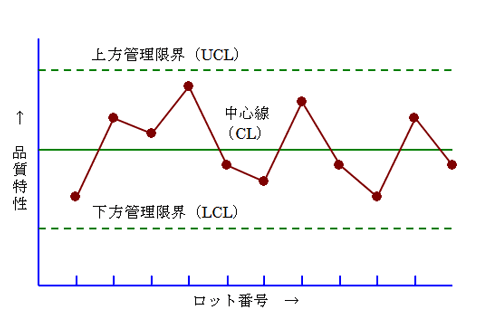
管理図
管理図は、製品の品質や製造工程が安定しているかを可視化する「QC7つ道具」の1つ。折れ線グラフに中心線(CL)と上方・下方管理限界線(UCL・LCL)を引き、データがその範囲内にあるかで異常(原因のあるバラツキ)を早期発見し、品質不良を未然に防ぐ。
画像参照:https://monoist.itmedia.co.jp/mn/articles/1208/02/news008.html
概要
- 目的: 工程の安定状態を判定し、異常原因によるバラツキを見つける。
- 構成:
- CL (Center Line): 中心線(平均値)
- UCL (Upper Control Limit): 上方管理限界線
- LCL (Lower Control Limit): 下方管理限界線
- 判定基準: データ(点)がUCL・LCLの間にあり、ランダムに分布していれば安定状態。限界線から外れる、または一定の傾向が見られる場合は「異常」と判断する。
管理図の種類
データの特徴により使い分ける。
- 計量値管理図(長さ、重量、時間など、連続する数値):
- XーR 管理図:平均値と範囲(バラツキ)を管理。
IーMR 管理図:1つ1つのデータとその移動範囲を管理。
- 計数値管理図(不良個数、欠点数など、カウントできる数値):
p 管理図:不適合品率を管理。
np 管理図:不適合品数を管理。
c 管理図:欠点数を管理。
u 管理図:単位あたりの不適合数を管理。
管理図のメリット
- 客観的な判断: 感覚ではなく数値で工程の安定を見極められる。
- 早期発見: トラブルの兆候を不良発生前に捉え、未然に防ぐ。
- 継続的分析: プロセスの変化を時系列で把握できる。
製造現場において、管理図は「偶然原因」と「異常原因」のバラツキを区別し、品質を維持・向上させるための不可欠なツールである。
新QC7つ道具(言語データ・企画・整理)
複雑な要因や未経験の問題など、言語データを整理し、計画や関連性を明確にするための手法。
- 親和図法: 混沌とした情報をグループ化し、本質的な問題を明確にする。
- 連関図法: 問題と原因、目的と手段の複雑な絡み合いを整理する。
- 系統図法: 目的達成のための手段を順次展開し、最適な手段を探る。
- マトリックス図法: 2つの要素(行と列)の関連性を表にし、重点項目を把握する。
- アローダイヤグラム法: プロジェクトの全体計画、進捗管理、効率的なスケジュール管理に用いる。
- PDPC法(Process Decision Program Chart): 不測の事態を予測し、事前に対策を講じる。
- マトリックスデータ解析法: 数値データを分析し、傾向を把握する(QC7つ道具の散布図に最も近い)。
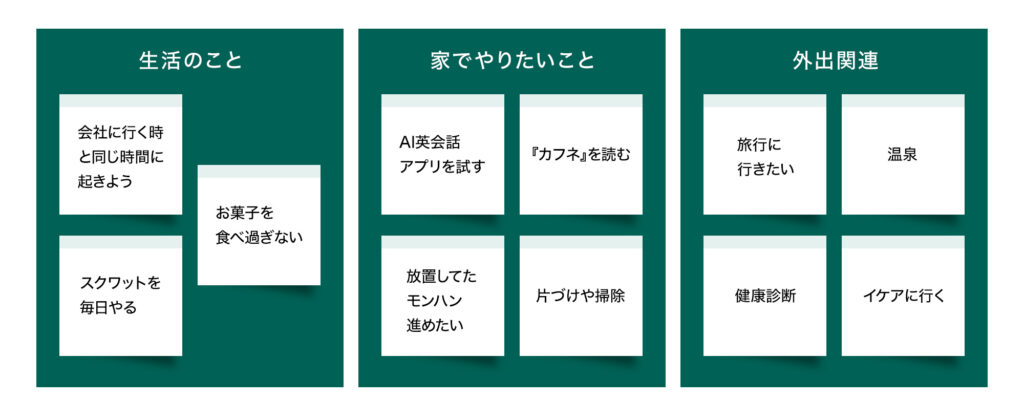
親和図法
親和図法は、ブレインストーミングなどで出た大量のアイデアや言語データ(事実・意見)を、関連性(親和性)に基づいてグループ化し、問題の全体像や構造を可視化する「新QC7つ道具」の分析手法です。混沌とした情報から本質的な課題を特定し、チームの合意形成や新アイデアの発想を促進するのに有効です。
画像参照:https://protrude.com/report/shinwazuhou/
主な特徴と目的
- 構造化と見える化: 複雑でバラバラな情報をグループ化し、見出しをつけて構造を整理することで、全体像を把握しやすくする。
- ボトムアップ型のアプローチ: 事実や意見をカード化し、そこから上位のコンセプトを導き出す。
- チームの合意形成: メンバーがアイデアを出し合い、話し合う過程で相互理解が深まる。
作成手順
- テーマの決定: 解決したい問題や議論の主題を明確にする。
- 言語データの収集: ブレインストーミングなどで意見をカード(付箋)に書き出す(1枚1項目が原則)。
- カードのグループ化(親和): 似た内容のカードを集めて「島」を作る。
- グループの構造化: 島にタイトル(見出し)をつけ、さらに類似するグループ同士をまとめて「大グループ」を構成する。
- 図式化・整理: カードを配置し、矢印などで関係性を明示してレポートや図表にまとめる。
活用シーン
- 問題解決: 未経験の問題や、原因が不透明な複雑な問題の構造を分析する。
- 新商品・サービス企画: 顧客の要望やアンケート結果を分析し、新しいアイデアを見つける。
- ブレインストーミング: 出たアイデアの優先順位付けや整理。
成功のポイント
- フォーカスクエスチョン(問い)を明確にする: 議論の的を絞る。
- キーワードマッチに注意: 表面的な単語の類似だけでなく、意味の親和性でまとめる。
- グループ思考の回避: 一部の声が大きい意見に引きずられず、多様な視点を取り入れる。
親和図法は、創造的なアイデア整理や、チームでの課題解決に非常に有効なツールです。
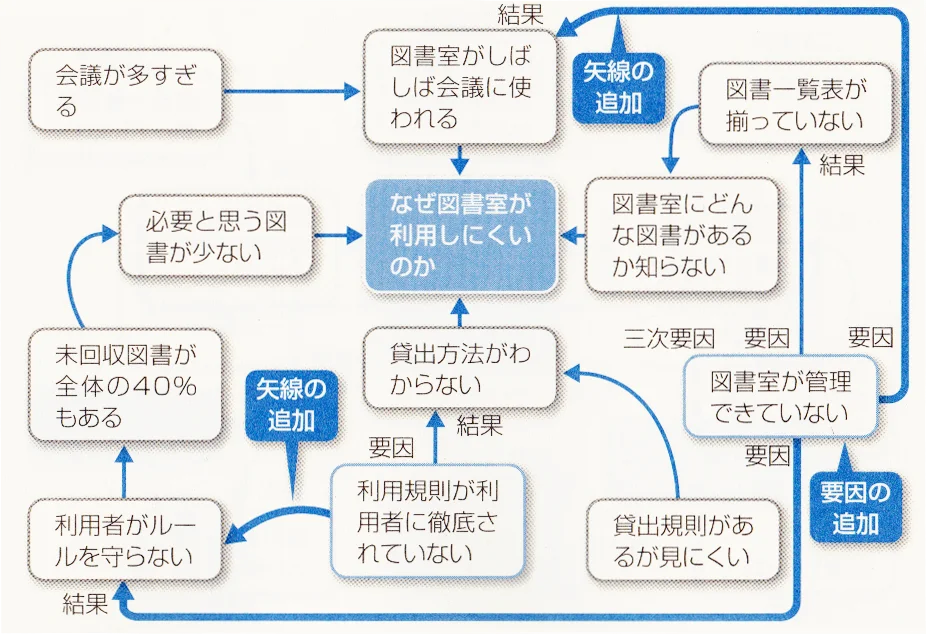
連関図法
連関図法は、複雑に絡み合った原因と結果の因果関係を、矢印を用いて可視化・整理する「新QC7つ道具」の1つです。問題の全貌を把握し、根本的な原因(真因)を特定して効果的な対策を導き出すために活用されます。
画像参照:https://takuminotie.com/blog/quality/%E9%80%A3%E9%96%A2%E5%9B%B3%E6%B3%95/
概要
- 目的: 複雑な要因を論理的に整理し、真の問題原因を見つけ出す。
- 特徴: 言語データを扱い、多面的な視点で問題の全体像を捉える。
- 適した場面: なぜ問題が起きるか分からない、多くの原因が関与している、といった状況の整理。
作成手順
- 問題の定義: 中心となる課題を決定する。
- 一次要因の抽出: 課題に関連する直接的な原因を挙げる。
- 要因の掘り下げ: 「なぜ?」「それはなぜ?」と掘り下げ、二次・三次要因を接続する。
- 主要因の特定: 矢印の数が多い「集中型」や根本要因を見つけ出す。
- 対策の検討: 真因に対する具体的な解決策を策定する。
メリット
- 因果関係の明確化: 視覚的に分かりやすくまとまる。
- 真因の特定: 枝葉ではなく、根本にアプローチできる。
- メンバーの意識共有: 関係者間で問題の構造を共有できる。
図の形状による分析(タイプ)
- 集中型: 複数の要因から矢印が集まり、主要因を示す。
- 拡散型: 根源的な原因から多くの矢印が出ている。
要因が絡み合う複雑なトラブルや、新しい手法の検討時に有効な手法です。
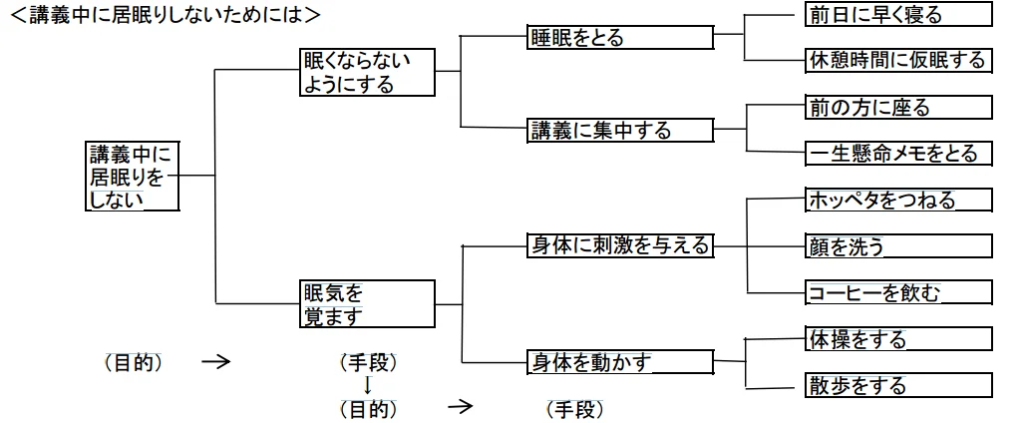
系統図法
系統図法は、目的達成のための手段や、問題の構成要素をツリー状(枝分かれ)に整理し、具体的なアクションを導き出す手法です。新QC7つ道具の1つで、全体像を把握し、論理的に最適な手段(方策展開型)や構成要素(構成要素展開型)を抜け漏れなく検討するのに役立ちます。
画像参照:https://takuminotie.com/blog/quality/%E7%B3%BB%E7%B5%B1%E5%9B%B3%E6%B3%95/
主な特徴と分類
- 目的・手段の明確化: 「目的→手段1→手段2」と段階的に具体化する。
- 新QC7つ道具: 言語データを整理し、論理的な思考を助ける。
- 2つの展開型:
- 方策展開型: 目標達成のための具体策を追求する。
- 構成要素展開型: ものごとの構成要素や構成部品を整理する。
作成手順
- 目的の決定: 達成したい目標を具体的に設定する。
- 一次手段の検討: 目的に対し、異なる観点から2〜5つの手段を挙げる。
- 二次手段以降の展開: 一次手段を「目的」と見なし、それを達成するための手段をさらに展開する。
- 見直しと具体化: 実現可能なレベル(通常3〜4次程度)になるまで深掘りし、抜け漏れがないか確認する。
メリット
- 複雑な問題の原因や解決策を視覚的に構造化できる。
- 抜け漏れや新たな手段を発見しやすい。
- 関係者間での情報共有がスムーズになる。
この図法は、製品の不具合原因の追究や、プロジェクトの企画立案などで特に有効です。
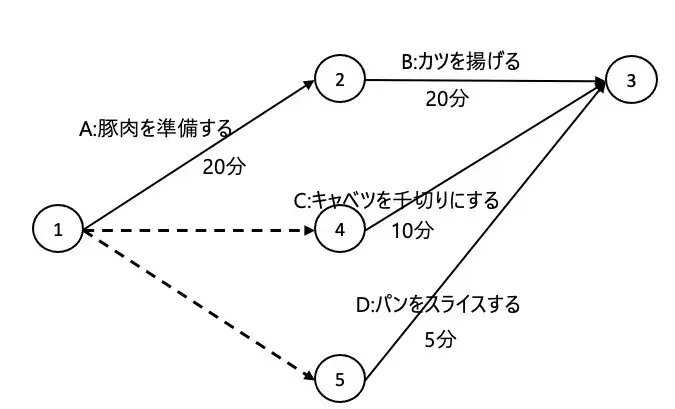
アローダイアグラム法
アローダイアグラム法は、プロジェクトの作業順序と所要時間を矢印(アロー)と結合点(ノード)で図式化し、全体の流れや最短日程を管理する手法(新QC7つ道具)です。作業間の依存関係、ボトルネック(クリティカルパス)、並行作業が可視化され、効率的な工程管理が可能です。
画像参照:https://products.sint.co.jp/obpm/blog/arrow-diagram
概要
- 別名: PERT(パート)図、野線図。
- 特徴: 矢印(→)で「作業」を、丸(○)で「結合点(作業の開始・終了)」を表し、左から右へ流れるネットワーク図。
- 構成要素: 実線(作業)、結合点(イベント)、点線(ダミー:依存関係のみの結合)。
- 目的: 全体の最短所要日数の計算、ボトルネックの把握、作業効率化。
主要な用語
- クリティカルパス: 全工程の中で最も長い経路。この経路上の作業が遅れると、プロジェクト全体の完了が遅れる。
- 最早開始日・終了日: 各作業が一番早く始められる/終わる日時。
- 最遅開始日・終了日: 全体日程を遅らせずに完了できる、最も遅い開始/終了日時。
- 余裕時間(フロート): 作業を遅らせることができる時間。クリティカルパス上の作業は0。
作成手順
- 作業の列挙: プロジェクトに必要な全作業を洗い出す。
- 作業の順序付け: 前後の関係を整理する(Aが終わらないとBが始められない、など)。
- 図の作成: 矢印と結合点でつなぐ。
- 所要日数の記入: 矢印の上に作業時間を記載する。
- 日数の計算: 「最早日程」と「最遅日程」を計算し、余裕がない(クリティカルパス)経路を見つける。
メリット
- 仕事全体の構造が可視化される。
- 遅れが許されない作業が明確になる。
- 並行作業を最大化し、工期短縮の計画を立てやすい。
アローダイアグラムは、複雑なプロジェクトの進捗管理や、納期短縮のシミュレーションに強力なツールとなります。
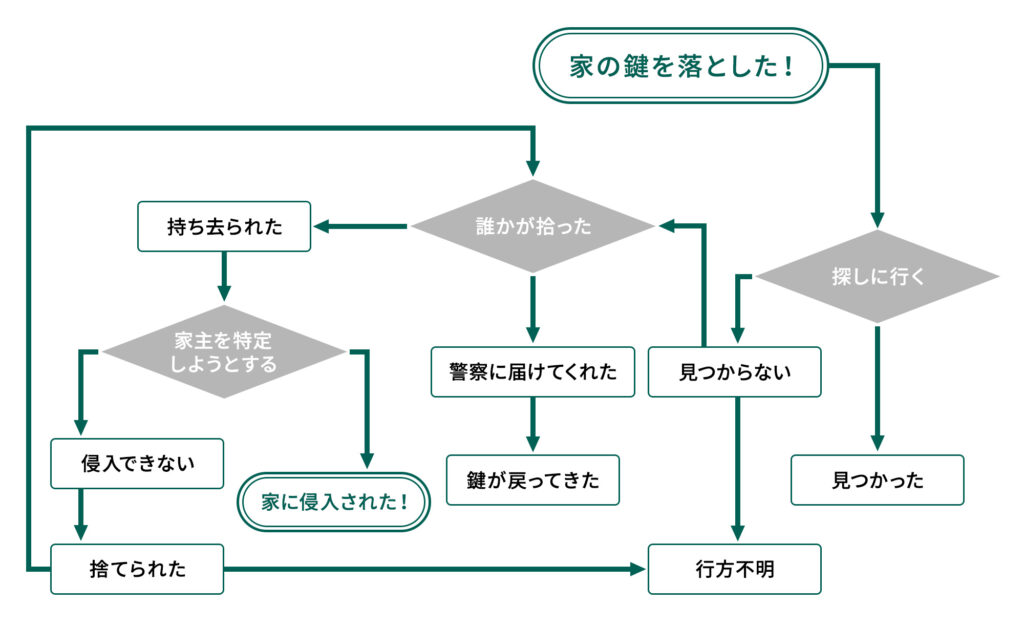
PDPC法
PDPC法(Process Decision Program Chart:過程決定計画図)は、目標達成までのプロセスで予想される不測の事態や障害を事前に想定し、対応策をフローチャート化して回避する「新QC7つ道具」の一つです。トラブル発生時の迅速な対応やリスク管理に有効で、製造、開発、イベント計画などで広く活用されています。
画像参照:https://protrude.com/report/pdpcmethod/
主なポイント
- 目的: 最適なプロセスの決定、リスクの事前回避、危機管理。
- 作成手順:
- 目的(ゴール)を決める。
- 現状(スタート)とゴールを設定。
- 基本的なルート(手順)を作成。
- 障害(問題)が発生するポイントを予測。
- 障害への回避・対策案を検討。
- チャート化して全体を見直す。
- 2つの型:
- 強制連結型: 手順が確定している場合、ゴールまでのルートをすべて連結させる。
- 逐次展開型: 状況が不透明な場合、可能性を広げながら対応を検討し、どこか1つのルートでゴールを目指す。
メリット
- リスクの最小化: トラブルの予測により、未然に対策を準備できる。
- 迅速な対応: 緊急時に迷わず行動できる。
- プロセスの可視化: 全体像と言語データが整理され、共有しやすい。
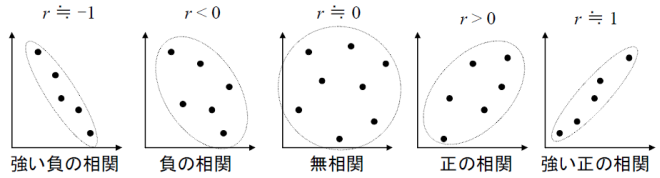
散布図と相関関係
散布図は、2つの数値データの関連性(相関関係)を可視化するグラフであり、X軸とY軸に各項目をプロットしてデータの傾向、強さ、外れ値を確認します。点や右上がりなら「正の相関」、右下がりなら「負の相関」、傾向がない場合は「無相関」と判断でき、相関係数(r)を用いてその強さを数値化します。
画像参照:https://www3.cuc.ac.jp/~nagaoka/2011/ouyou/10/expr/index.html
散布図で分かる「相関関係」の3つのパターン
- 正の相関
- 一方の変数が大きくなると、もう一方も大きくなる(右肩上がり)。
- 例:身長と体重、勉強時間とテストの点数。
- 負の相関
- 一方の変数が大きくなると、もう一方は小さくなる(右肩下がり)。
- 例:気温と温かい飲み物の売上、車の速度と移動時間。
- 無相関
- 点に傾向がなく、ランダムに散らばっている状態。
- 例:身長とIQ、年齢と好きな音楽のジャンル。
相関の強さと読み方
点の散らばり具合(集中度)で相関の強さを判断します。
- 強い相関: 点が直線に近い形で並んでいる。
- 弱い相関: 点が直線の周りにばらついて並んでいる。
- 無相関: 全く傾向がない。
散布図・相関分析の注意点
- 相関関係は因果関係ではない: 「AとBが関連している」からといって「Aが原因でBが起きた」とは限りません。
- 外れ値の影響: 1つでも極端な値があると、相関係数が大きく変化する場合があります。
- 必ずグラフを確認する: 相関係数だけで判断せず、散布図を目視してデータの分布を確認することが重要です(例:非線形な関係は見落とされる)。
パレート図とABC分析
パレート図とABC分析は、売上や在庫などのデータを「重要度」に基づき3グループ(A・B・C)に分類し、管理の優先順位を決める手法です。2割の要素が8割の成果を生むという「パレートの法則(2:8の法則)」を活用し、Aランクの最重要項目にリソースを集中させます。
概要
- パレート図: データを大きい順に棒グラフ、累積構成比を折れ線グラフで表したグラフ。
- ABC分析: パレート図のデータをもとに、売上貢献度が高い順にA(上位)、B(中位)、C(下位)にランク分けする手法。
ABC分析のランク目安と対応
一般的に累積構成比で以下の基準が用いられます。
- Aランク(重点): 上位0〜70%または80%の項目。在庫・顧客管理で最優先対応。
- Bランク(中堅): Aランクを除いた70〜90%または80〜90%の項目。次に優先。
- Cランク(その他): 残り10%の項目。効率化または撤退を検討。
メリット・活用場面
- 在庫管理: 売れ筋(A)を厚くし、不良在庫(C)を削減。
- 顧客管理: 売上の大半を占める優良顧客(A)へのサービス向上。
- 品質改善: 発生件数が多い不良原因(A)を特定し、優先的に対策。
この手法をセットで活用することで、効率的なリソース配分と業務改善(選択と集中)が可能になります。
品質管理のプロセスとシステム
- 自工程完結: 後工程に不良品を流さない「あるべき姿」を、製造現場から全社へ展開する。
- ISO 9001: 国際標準化機構が定めた、品質マネジメントシステムに関する国際規格。標準的な品質管理体制を構築するためのフレームワーク。
- PDCAサイクル:
- P (Plan): 課題と目標を明確にする。
- D (Do): 計画に基づき業務を実施する。
- C (Check): データを基に効果を検証する。
- A (Action): 再発防止や改善を行い、標準化する。
品質管理の将来像
- AIと品質管理: AIを活用してデータドリブンな品質管理(自動外観検査など)を実現し、人的ミスを減らして精度を向上させる。
- サービスエクセレンス: 製造業だけでなく、サービス業における顧客体験の設計や卓越したサービス提供にも品質管理の考え方が導入されている。
経営戦略と品質管理を結びつけるには、トップの意識改革と、現場での客観的なデータ活用(QC手法)の定着が不可欠です。
コメント